Bohrer schleifen
Immer scharfe Bohrer
- Wissen
- Wie du deine Werkzeuge schärfst
- Bohrer schleifen
Gib Deinen Bohrern ein neues Leben
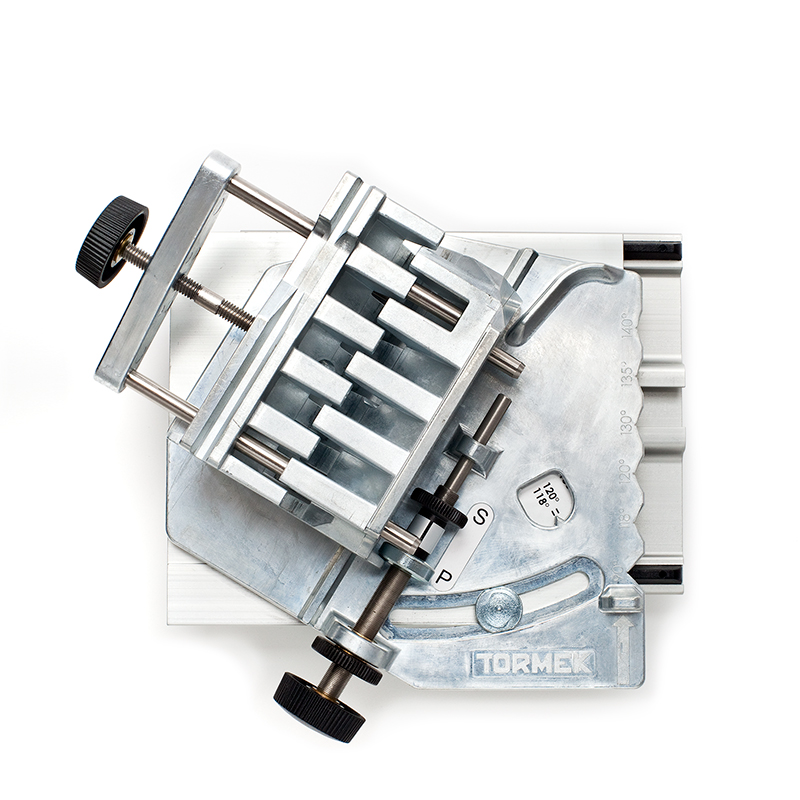
Mit der patentierten DBS-22 Vorrichtung zum Bohrerschleifen kannst du deine Bohrer mit höchster Präzision schleifen. Der Winkel kann dem jeweiligen Bedarf angepasst werden. Dieser hängt von der Größe des Bohrers, sowie dem Material das gebohrt werden soll, ab. Du kannst abgenutzte oder beschädigte Bohrer komplett wiederherstellen.
Eine Form, die Besser schneidet
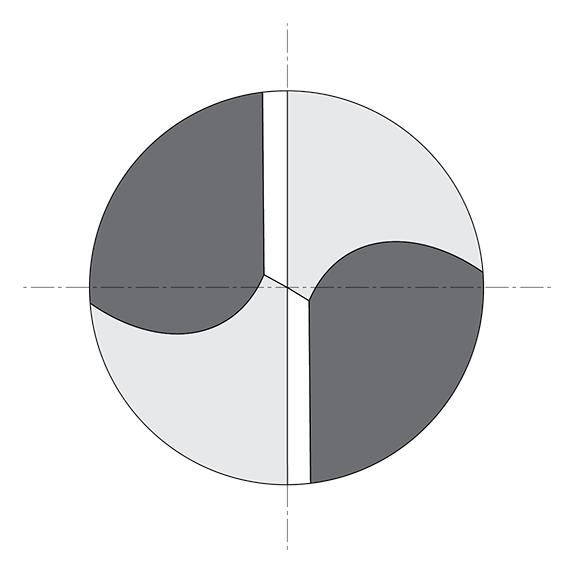
Wenn du mit der DBS-22 Vorrichtung zum Bohrerschleifen arbeitest, schleifst du immer eine vierfasige Schneide. Dies garantiert optimales Einschneiden des Bohrers, da er eine Sptze hat, anstatt wie viele andere Bohrer flach zu sein. Die 4-Facettenspitze wandert nicht und benötigt beim Bohren einen wesentlich
geringeren Bohrdruck im Vergleich zur üblichen Konusspitze.
Durch die präzisionsgeschliffene 4-Facettenspitze verringert sich
die Hitzeentwicklung wesentlich und deshalb hält der Bohrer sehr
viel länger. Unabhängige Tests zeigen, dass man mit einem Tormekgeschliffenen Bohrer bis zu viermal länger bohren kann, als mit
einem konventionellen Bohrer¹.
¹¹Uddeholm Tooling AB 2010. Während des Testverfahrens wurden mit einem 6mm-Bohrer
15 mm tiefe Löcher in Vergütungsstahl gebohrt. Bei einer Drehzahl von 1.326 UpM und einem
Vorschub von 0,15 mm pro Umdrehung hielten die Tormek-geschliffenen Bohrer 327 Löcher
stand, während die neuen Bohrer mit S-Spitze nur 72 Löcher lang hielten.
The drill bit gets a four-facet point that doesn't walk. Bores a round and straight hole with close tolerances.
Heading 2
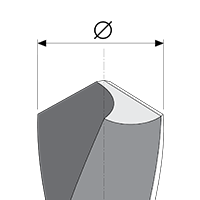
Schleift alle Spitzenwinkel
Kann stufenlos auf alle Winkel zwischen 90° und 150° eingestellt werden.
Schleift Bohrer in der Größe von 3–22 mm
Ein und dieselbe Bohrerhalterung kann für Bohrer von 3 bis 22 mm benutzt werden. Kein Tausch von Hülsen.
Immer gleich lange Schneiden
Die Schneiden werden gleich lang geschliffen und arbeiten deshalb gleich viel. Der Bohrer hat dadurch eine sehr lange Lebensdauer.
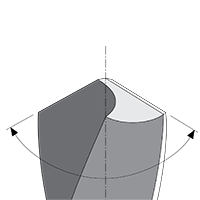
Immer der richtige Freiwinkel
Der Freiwinkel kann für jeden Bohrer optimal auf die Werte 7°, 9°, 11° oder 14° eingestellt werden.
Bohrer schleifen mit der Vorrichtung für Bohrer DBS-22
In diesem Abschnitt zeigen wir euch, wie man Bohrer mit der DBS-22 Vorrichtung zum Bohrerschleifen schleifen kann. Es gibt sicher viele, die ein paar stumpfe Bohrer in der Werkstatt liegen haben. Du wirst erstaunt sein, wie scharf ein Bohrer mit vier Fasen im Vergleich zu einem konventionellen sein kann. In dem Video demonstriert Wolfgang, wie man einen Bohrer zu einer sehr scharfen 4-Facettenspitze mit unglaublichen Schneideigenschaften schärft.
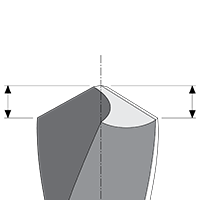
Die 4-Facettengeometrie
Die Vier-Fasen-Spitze, die man mit der DBS-22 Vorrichtung zum Bohrerschleifen erreicht, hat im Vergleich zu konventionellen Bohrerspitzen viele Vorteile. Sie verringert den Druck auf den Kern des Bohrers, die sog. Querschneide, was die Hitzeentwicklung verringert und dazu führt, dass mehr Energie auf die aktiven Schneiden einwirkt. Dadurch wird das Schneidevermögen des Bohrers dramatisch erhöht.
Beide Schneiden werden genau gleich lang und symmetrisch geschliffen. Die überlegene 4-Facettenspitze und die hohe Präzision beim
Schleifen, – führen dazu, dass der Bohrer effizient arbeitet und seine Lebensdauer wesentlich verlängert wird. Die 4-Facettenspitze bohrt ein gerades und rundes Loch mit sehr geringen Toleranzen.
Den richtigen Spitzenwinkel wählen
Bohrer haben einen Spitzenwinkel von meistens 118° oder 130°.
Bei härterem Stahl und Edelstahl braucht man größere Spitzenwinkel.
Auch Aluminium bohrt man am besten mit einem größeren Spitzenwinkel. Wenn bei Plexiglas der Bohrer durch das Material durchdringt,
ist das Risiko, Sprünge zu bekommen geringer, wenn der Spitzenwinkel größer ist, 140°–150°. Zentrierbohrer haben meistens einen
Spitzenwinkel von 90°.
Den richtigen Freiwinkel wählen
Die Wahl des Freiwinkels ist entscheidend für die Schneideigenschaften des Bohrers und seine Lebensdauer. Der jeweils optimale
Freiwinkel ist von dem Bohrerdurchmesser und dem zu bohrenden
Material abhängig. Ein härteres Material erfordert einen Bohrer mit
geringerem Freiwinkel, während man bei weicherem Material einen
größeren Winkel haben kann. Die meisten Bohrer haben einen
Freiwinkel von 11° und einen Spitzenwinkel von 118°. Bei den
meisten Bohrarbeiten funktionieren diese gut
Woher weiß man, dass der Stahl beim
Trockenschleifen überhitzt worden ist?
Eine Überhitzung des Stahls merkt man oft nicht, aber die Folgen
sind schnelles Stumpfwerden oder Brechen des Bohrers. Im Gegensatz zu herkömmlichen Bohrerschleifmaschinen schleift Tormek mit
Wasserkühlung, was den Stahl schont.
Diamond Grinding Wheels
Außergewöhnlich verschleißfest und formstabil
Zu den Diamant-Schleifscheiben


