Borrslipning
Alltid vassa borr
- Kunskap
- Så slipar du dina verktyg
- Borrslipning
Nytt liv till dina borr
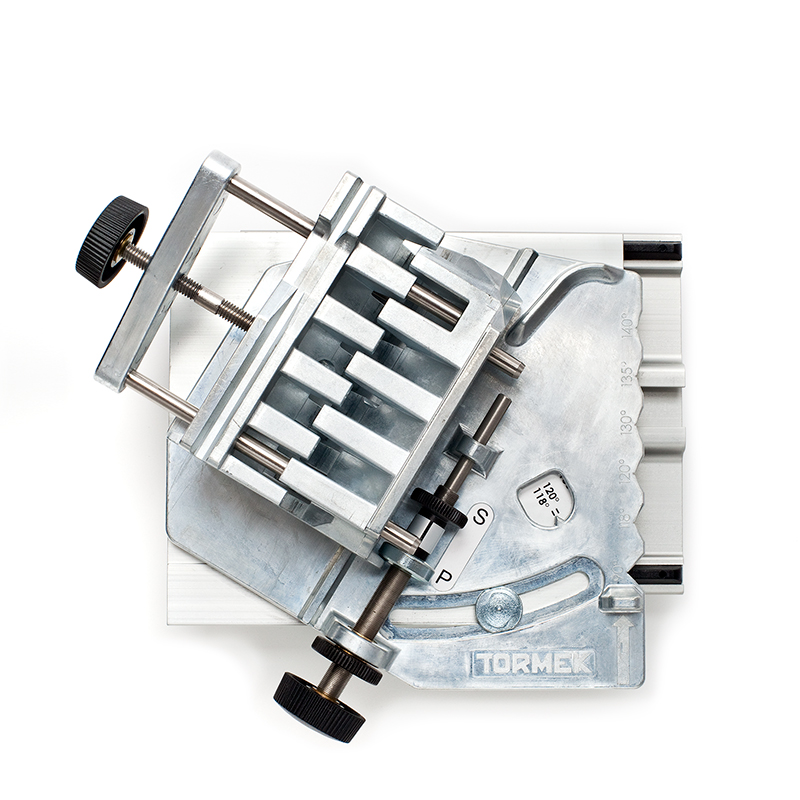
Med DBS-22 Jigg för borrslipning kan du slipa dina borr från 3 till 22 mm diameter med högsta precision. Den optimala spets- och släppningsvinkeln kan ställas in för varje borrarbete med hänsyn till borrstorlek och material. Du kan även slipa avbrutna borr till en perfekt form igen.
En mer skärande geometri
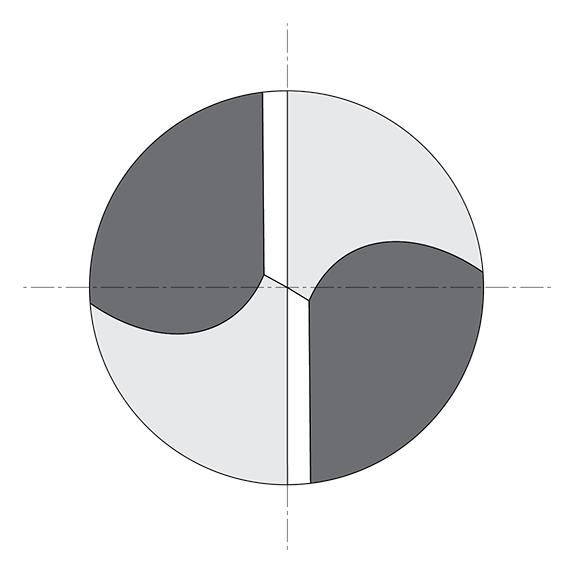
När du slipar dina borr med DBS-22 Jigg för borrslipning skapar du en fyrfasett-spets som ger mycket bra skäregenskaper. Borrets tvärskär får en spets istället för att vara i det närmaste plan, som på konventionella borrar. Fyrfasett-spetsen vandrar inte och kräver betydligt lägre borrtryck jämfört med en konventionell konmantelspets.
Med en precisionsslipad fyrfasett-spets minskar även värmeutvecklingen väsentligt och borret får en mycket lång livslängd. Oberoende tester visar att ett Tormekslipat borr håller upp till 4 gånger längre än en ny konventionell borr¹.
¹Uddeholm Tooling AB 2010. Vid testet borrades 15 mm djupa hål i ett seghärdningsstål med 6 mm borr. Med varvtalet 1 326 varv per minut och 0,15 mm matning per varv höll de Tormekslipade borren i snitt 327 hål medan de nya borrarna med s-spets höll 72 hål.
Borret får en fyrfasett-spets och vandrar inte. Ger ett runt och rakt hål med snäva toleranser.
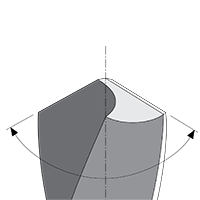
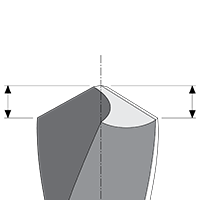
Slipar alla spetsvinklar
Kan steglöst ställas in för alla vinklar mellan 90° och 150°.
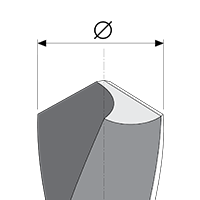
Slipar borr mellan 3–22 mm
En och samma borrhållare kan slipa borr mellan 3 och 22 mm diameter. Inget byte av hylsor.
Alltid lika långa skär
Skären slipas lika långa och arbetar därför lika mycket. Borret får en mycket lång livslängd.
Alltid rätt släppningsvinkel
Släppningsvinkeln kan ställas in så att den blir optimal för varje borroperation på 7°, 9°, 11° eller 14°.
Borrslipning med DBS-22 Jigg för borrslipning
Mattias och Sébastien från Tormek visar hur du slipar borr med DBS-22 Jigg för borrslipning. Många är vi nog som har ett och annat borr hemma som inte har blivit slipat på ett bra tag. Faktum är att man blir förvånad vilken otrolig skillnad det gör när borret får en sylvass fyrfasett-spets och gör det den ska. Enkelheten i hantverket är påtaglig. Vi visar hur du enkelt slipar ett borr till en fyrfasett-spets som har mycket bra skäregenskaper.
Fyrfasett-spetsen
Fyrfasett-spetsen som du uppnår med DBS-22 Jigg för borrslipning är väldigt gynnsam jämfört med en konventionell spets. Den minskar trycket på borrets kärna, den s.k. tväreggen, vilket reducerar värmeutvecklingen och gör att mer energi går till de aktiva skären. Det ökar borrets skärförmåga dramatiskt.
Borrets båda skär slipas exakt lika långa och symmetriskt. Fyrfasett-geometrin och den höga precisionen i slipningen gör att borret arbetar effektivt och livslängden förlängs betydligt. Spetsgeometrin och precisionen i slipningen är också avgörande för ett exakt och runt hål.
Välj rätt spetsvinkel
Borr har vanligtvis en spetsvinkel på 118° eller 130°. Ska du borra i hårdare stål och rostfritt stål krävs en större spetsvinkel. Även aluminium borras bäst med en större spetsvinkel. För plexiglas minskar risken för sprickor när borret går igenom materialet om spetsvinkeln är större, 140°–150°. Centrerborr har i regel 90° spetsvinkel.
Välj rätt släppningsvinkel
Valet av släppningsvinkel är avgörande för borrets skäregenskaper och livslängd. Den optimala släppningsvinkeln beror dels på borrdiametern och dels på det material som ska borras. Ett hårdare material kräver ett borr med en mindre släppningsvinkel medan ett mjukare material kan ha en större vinkel. De vanligaste borren har en släppningsvinkel på 11° och en spetsvinkel på 118°. De fungerar bra vid de flesta borroperationer.
Hur vet jag om stålet blivit anlöpt vid torrslipning?
Ofta märker man inte att stålet blivit överhettat vid torrslipning, men det resulterar i att borret snabbare blir slött eller går av. Till skillnad från konventionella borrslipmaskiner slipar Tormek med vattenkylning som är skonsamt mot stålet.



