Drill Bit Sharpening
Always Sharp Drill Bits
- Knowledge
- How to Sharpen Your Tools
- Drill Bit Sharpening
Give New Life to Your Drill Bits
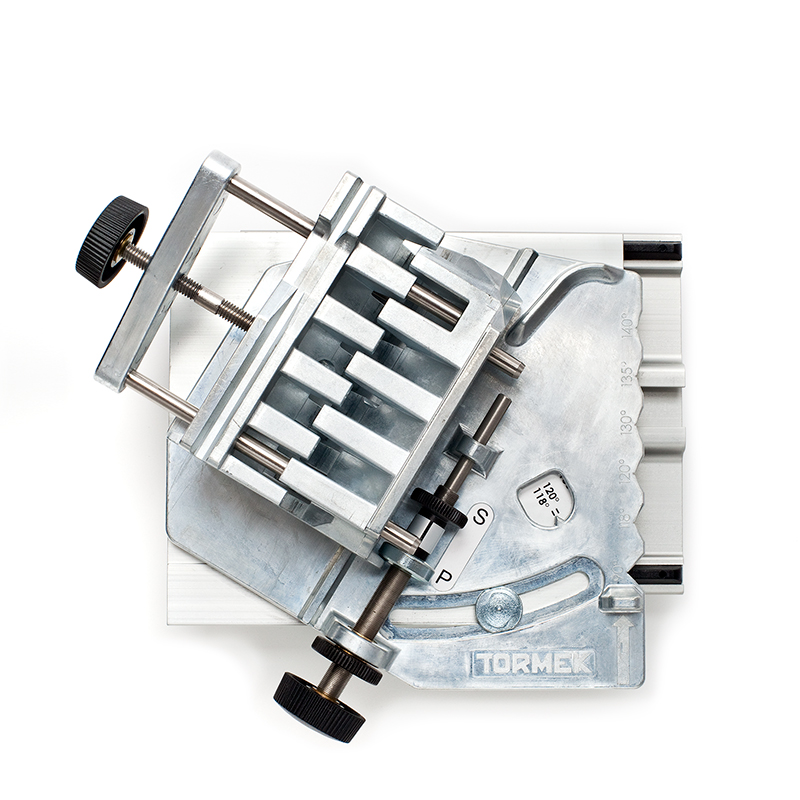
With the patented DBS-22 Drill Bit Sharpening Attachment you can sharpen your drill bits with the highest precision. The optimal point and clearance angles can be set according to each drilling requirement, which depends upon the drill size and material. You can completely restore worn drills as well as broken drills to a perfect shape.
A Better Cutting Geometry
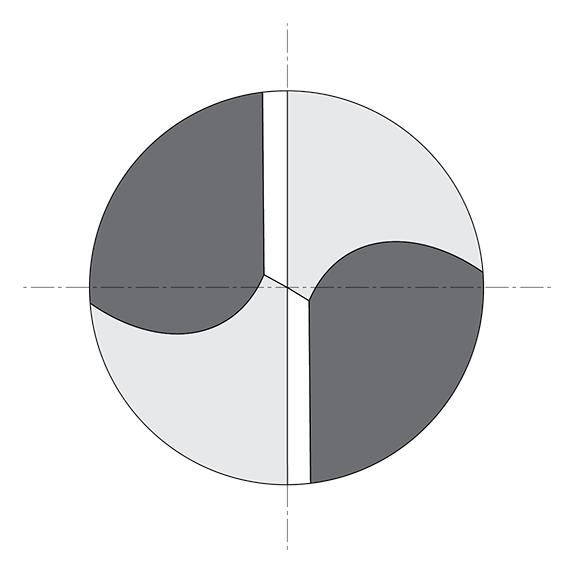
When you sharpen your drill bits with the DBS-22 Drill Bit Sharpening Attachment, you create a four-facet point which gives the ideal cutting performance since the chisel edge gets a point instead of being almost flat as on many drills. A four-facet point will not walk and the thrust force required is considerably reduced compared to a conventional cone point drill.
A precision sharpened four-facet point generates less heat and the life of the drill is therefore also prolonged. Independent tests show that a Tormek sharpened drill lasts up to 4 times longer than a brand new conventional drill bit¹.
¹Uddeholm Tooling AB, 2010. 15 mm deep holes were drilled in toughened steel with 6 mm drills. With rotation speed 1,326 rpm and 0.15 mm feed per rotation, the Tormek sharpened drills lasted on average 327 holes while the new drills with an s-shaped point lasted 72 holes.
The drill bit gets a four-facet point that doesn't walk. Bores a round and straight hole with close tolerances.
Sharpens all point angles
It can be set at any angle between 90° and 150°.
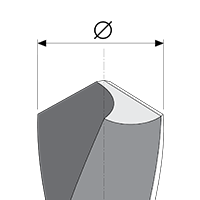
Sharpens drill bits from 3–22 mm
One and the same drill holder copes with all sizes between 3 mm (⅛") and 22 mm (⅞"). No change of chuck required.
Always equal cutting edges
The two cutting edges are sharpened symmetrically and work in perfect unison which prolongs the life of the drill.
Always the right clearance angle
The optimal clearance angle can be set according to each drilling requirement to 7°, 9°, 11° or 14°.
Drill Bit Sharpening With the DBS-22 Drill Bit Sharpening Attachment
Pontus and Sébastien from Tormek show you how to sharpen drill bits using the DBS-22 Drill Bit Sharpening Attachment. There's probably quite a few of us that has a bunch of dull drill bits laying around in the workshop. You'll be amazed at the incredible difference of a razor sharp, four-facet point drill compared to a conventional one. We show you how to create a four-facet point for ideal cutting performance.
The Four-facet Point
The four-facet point achieved with the DBS-22 Drill Bit Sharpening Attachment is very beneficial compared to a conventional drill bit point. It considerably decreases the force required on the core of the drill, i.e the chisel edge, which reduces the heat development and permits an increased force to the cutting edges. This gives the drill a dramatic improvement in cutting performance.
Both cutting edges are sharpened to an exact equal length and symmetrically. The four-facet geometry and the high precision sharpening makes the drill work efficiently and the life of the drill bit is considerably prolonged. The point geometry and precision sharpening is also crucial to achieve an exact and circular hole.
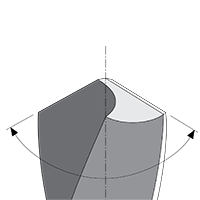
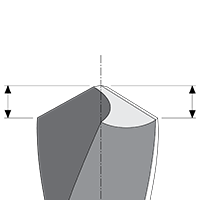
Choose the right point angle
Drill bits usually have a point angle of 118° or 130°. Hardened steel
and stainless steel require larger point angles. Also aluminium is best
drilled with a larger point angle. When drilling plexiglass, the risk of
cracks when the drill goes through the material is reduced with a
larger point angle. Centering drills usually have a 90° point angle.
Choose the right clearance angle
The choice of clearance angle is crucial to the cutting performance
and duration of the drill. The optimal clearance angle depends both
on the drill diameter and the material to be drilled. A harder material
requires a drill with a smaller clearance angle while a softer material
can have a larger angle. Standard drills have a clearance angle of
11° and a 118° point angle which work well for most drilling work.
How do you know if the steel has become overheated when using a dry grinder?
Overheating of the steel is often not noticeable, but the consequences are that the drill will dull rapidly and may even break. Unlike conventional drill bit sharpeners, Tormek sharpens with water cooling which is gentle on the steel.
Diamond Grinding Wheels
Exceptional wear resistance and constant shape
Go to diamond grinding wheels


